





0%
0%


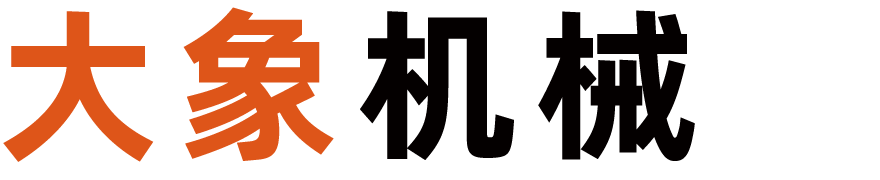
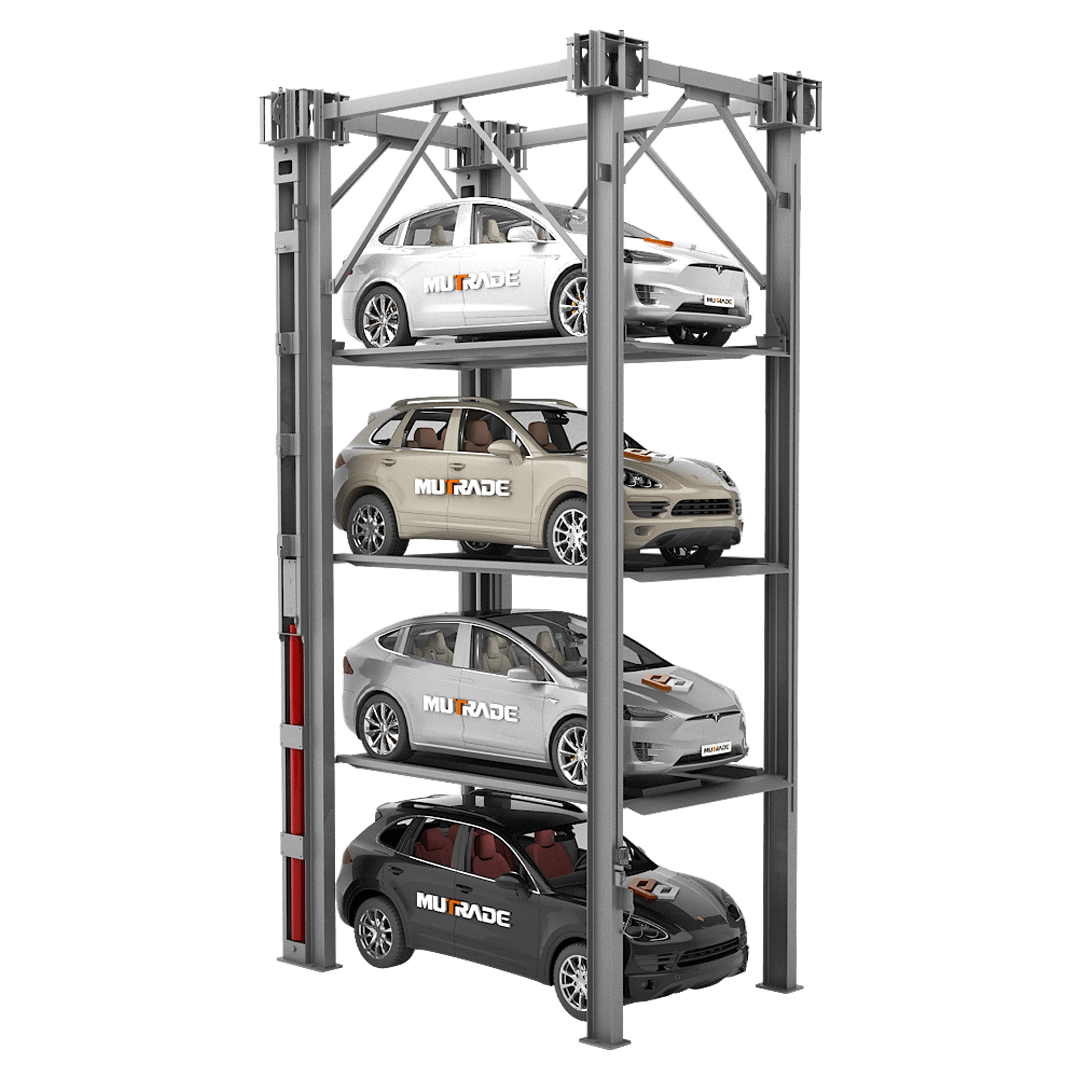
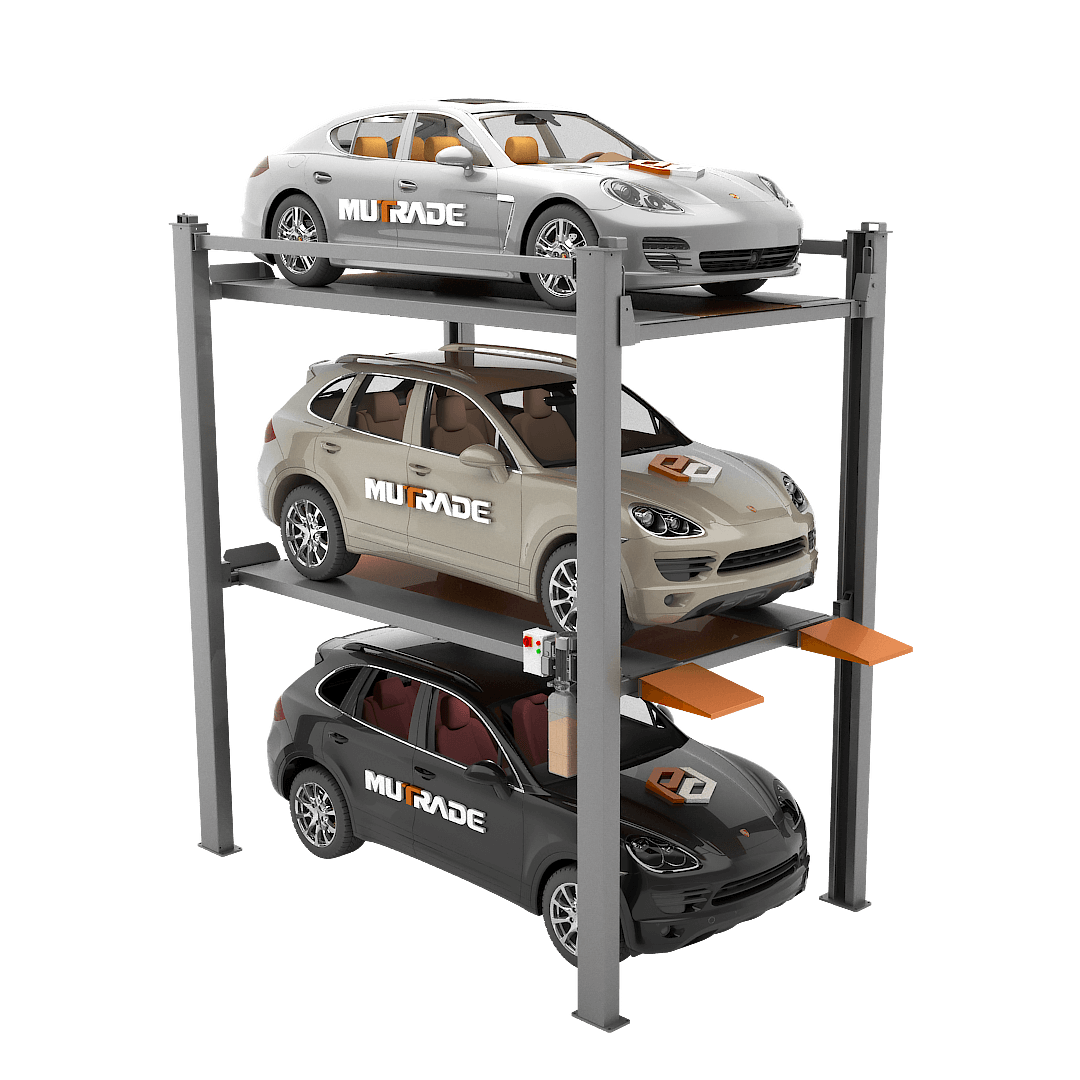
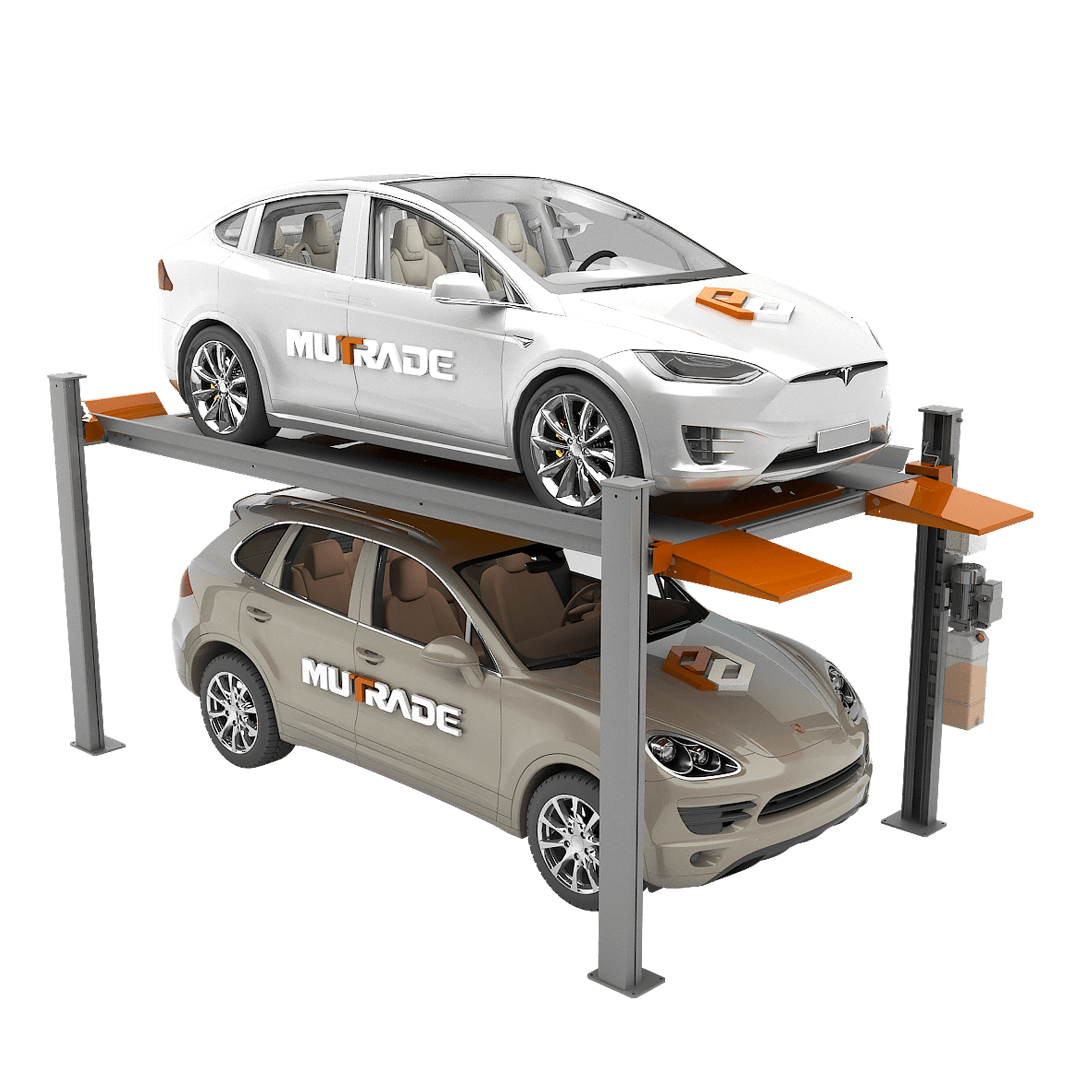
青岛大象机械设备有限公司是中国最早的简易机械式立体停车制造商之一。作为世界知名的停车设备厂家,大象机械致力于不断的提供创新可靠的产品,公司产品包括:汽车升降机、汽车电梯、机械式立体车库、家用停车设备、家用立体车库、地坑式停车。公司产品行销全球90多个国家,连续多年出口领先。
了解更多